




| next newest topic | next oldest topic |
| Author | Topic: Extrusion of Hytrel |
|
Dom Member Posts: 3 |
   
Hi, I have manufactured a 75 mm screw for Hytrel with recommandations of Du Pont litterature. It's a 3 zones profile 45%,25%,30% for a 26 L/D input dia is 53.6 and output dia is 69.7 mm Problem is : the output is not regular at 50 RPM and a little more at lower speed With the same screw we have tried to extrude polyamide and it is the same irregularity Is anybody can help us on this forum ? Thank you IP: Logged |
|
zabielski Senior Member Posts: 294 |
Dom: I trust that you are using the recommended temperature profiles suggest by both resin suppliers. Also, make sure that your temperature controllers have the PID switched to "ON". If they are not "ON", they are simply acting as an "ON" and "OFF" mode, and will never stabalize. IP: Logged |
|
Dom Member Posts: 3 |
thanks for reply Temperature controllers are tip top and the machine goes very well with original screw with PA profile.
Is Hytrel a PET base ? because I know PET is a little sticky in the feeding zone and makes irregularities in the output. I'm also waiting for help from Du Pont de Nemours. IP: Logged |
|
Tom C Moderator Posts: 304 |
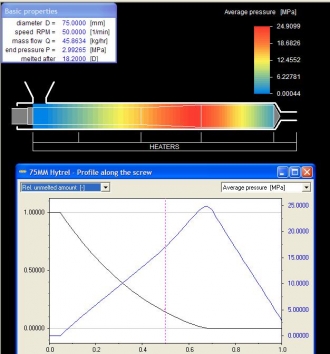 Dom, Above is a simulation of the screw you describe. Basically this is a poor screw design. Even without the simulation it is obvious that the transition is too short. The quick transition will cause blocking of the channel with solids with some materials which causes dramatic surging. With other materials there will be solids bed breakup because of the pressure peak shown. Solids bed breakup will cause a moderate amount of surging. The only cure for this type of screw is to lower the RPMs until the problem goes away. Tom C IP: Logged |
|
TomBlack Moderator Posts: 37 |
Dom, I would agree w/ Tom C's comments above w/ the following addition. It appears that 70% of the screw profile is feed and transition; not a good combination in my experience (you tend to overpump the metering zone, in which case w/ a short transition may lead to the scenario you've described). Regarding the feed depth, in fact, a 10.7mm feed depth is just where you want to be for a 75mm. ------------------ www.ppsincorp.com IP: Logged |
|
zabielski Senior Member Posts: 294 |
Tom C.: Very nice indeed to show a bit of your software simulation. It behooves me to not recognize why people who design screw don't use services offered like yours. Is it because they feel its going to cost them a bizzilion dollars or what? To put things in its proper perspective, and not trying to make this a "commercial" site, what exactly is the price range of doig a simulation - BEFORE - cutting steel? This can enlighten us all. I guess what I mean to say is this - why design something that your sure will work, without first checking it out with simulation? Is it an ego thing or what? IP: Logged |
|
Dom Member Posts: 3 |
Hi, What is this simulation software ? is it a standard one, or specific ? thanks IP: Logged |
|
Tom C Moderator Posts: 304 |
Ken, Dom, The software is made by Compuplast; For the extruder software; There are several other nice extrusion related software packages made by Compuplast also on the site. I am the only USA representative of the software, with my primary region being the Northeast. This is the representative for France; Sodexim The price of the extruder screw software varies by region becasue of exchage rates, but it is around $20,000. It includes viscosity modeling and flow modeling for basic die and adaptor geometries. I am able to use the extruder screw software, and all other Compuplast modules, for consulting purposes. While I don't care to post my consulting fees, I would say that many extrusion problems can be solved quickly and economically through using the software. I feel it would be counterproductive for me to pad my consulting bill by slowly solving problems, while singing the praises of simulation at the same time. you might be interested in looking at my site:
Regarding simulating before cutting; Almost everyone does some type of calculation when designing a screw. The simulators are just a lot better calculator. As far as I can tell not many people want to try to design a screw because the chances of failure are high. So most screws are just a copy of a previous design. Screw designs in application change very slowly over time. I see 35 year old design concepts still in use. Tom C IP: Logged |
|
zabielski Senior Member Posts: 294 |
Thanks Tom C. I agree that there is a propensity of copying the same old screw design in this Industry. My advice to anyone who wants to replace a screw, is simply this - why screw around when you can upgrade your in-house extrusion process by using such service such as yours. IP: Logged |
|
Tom C Moderator Posts: 304 |
Thanks Ken! Your commission check is in the mail. ;-) Tom C IP: Logged |
|
zabielski Senior Member Posts: 294 |
Tom C: Please place a "STOP PAYMENT" on that commision check, and re-send one to your favorite Food Pantry for the poor - of your coice. I'm simply trying to express my feelings about this very important subject. There are just to many "repeat the design" anolgies out there. What most people think they have (in screw design) can easily be improved upon, and that is the sham of this Industry. There are few single decision makers these days. Everyone wants to call meetings upon meetings. Most of these people now seek the "consensus" of umbrella thinking. They do this primarily to "share the blame" with a wider audiance if things go wrong. I've once gone to a meeting on how to conduct a meeting. Most meetings are simply fueled by well trained Engineers who formed their idea's and beliefs in the '60's an even the '90's. Their "ideas" are still using the same decision making process (and beliefs) formed in their early years of education and personal on-the-job experiances. It is rare indeed to even see a "Seminar" on screw design these days. I was in awe once when a Chief Engineer, stated "WHAT? WHY WASTE MONEY ON THOSE DAMNED COMPUTER SIMULATIONS!" The irony was evident to all, as he had trouble using canned computer softwaare, and could not even "type" his Monthly Reports. He would write them out by hand, and ask the Secretary to enter it into the computer system. Yep, you know those types, and there are still those around who think the computer will download their thoughts (and secrets) if they even touch a computer's key. One needs to simply reach for the cutting edge when cutting new steel. One has to remind others that we are in a new Century. About 20 years ago, Robert Dray came into a Plant I was at and gave a brief lecture on how his design could increase output 40%, based on his screw design using an adjustable dam (a prototype he developed). His pitch was that he will build the real srew, once optimization occured by adjusting the dam. I done the statistics myself for this "increased output study". Once that was installed, it came closer to about a 30% higher output. Immediately, some started to internally rag on him for being "so far off". He was not wrong at all though. The limiting factor was not the screw itself, but the darned downstream winder. Stated simply - it reached it maximum rotating speed. Due to the unexpected success, management though did make a decision to "freeze" and buy it, but not to upgrade the winder. It's now a comforting feeling Tom C., that some food pantry for the poor will get your check though, and I thank you for the offer. My advice is to NOT THINK LIKE A DINASOR.... IP: Logged |
|
Tom C Moderator Posts: 304 |
Ken, For those who are too literal, the commission check offer was a "tounge-in-cheek" thank you to Ken for supporting the type of extrusion technology I represent. Screw design is very complicated due to the non-linear behavior of the material involved. If anyone can do it successfully, in their head, or on a spread sheet I would be very impressed. In the past I've been involved with the old timers feeling their way through screw design. They would try this and try that and sometime hit on a winning combination. Each try would take 3 or 4 months to see the results. These guys were considered very progressive in their day. Simulation looks expensive up front, but factor in the screw fabrication, extruder time for testing, and lost productivity using the cut and try method, and it is quite a bargan. Fortunately there are enough forward thinking companies out there right now to keep me going. Tom C IP: Logged |
All times are ET (US) | next newest topic | next oldest topic |
  |
|
Contact Us | Feed Screw Designs
Powered by Infopop www.infopop.com © 2000
Ultimate Bulletin Board 5.45a