




| next newest topic | next oldest topic |
| Author | Topic: HDPE Tube extrusion faults |
|
alanv Senior Member Posts: 6 |
   
I am experiencing surface defects while extruding HDPE tube. I know these are caused by bubbles in the cooling water / vacuum bath but can't eradicate the bubbles. This I believe must be temp related also. Any advice out there. IP: Logged |
|
Tom C Moderator Posts: 502 |
Alan, Sounds like you are boiling the cooling water. Find a way to move more heat by inreasing the water volume. or lowring the water temperature. ------------------
Tom Cunningham
Extrusion Technical Services www.ExtrusionTechnicalServices.com IP: Logged |
|
alanv Senior Member Posts: 6 |
Tom, thanks for initial suggestion but have large volume of cooling water at point of extrudate but only registering about 30 c, so not at such a high temp. Using a sizing die to control dimensions and it is here you see the build up of bubbles. When the bubbles leave the sizing die this is where the surface defect appears. Alan V IP: Logged |
|
Tom C Moderator Posts: 502 |
Alan, Is there water inside the "sizing die" or calibrator which is in contact with the extrudate? ------------------
Tom Cunningham
Extrusion Technical Services www.ExtrusionTechnicalServices.com IP: Logged |
|
louis33 Senior Member Posts: 115 |
Are you saying that you see bubbles coming from the sizing die itself? Are you sur ethat you are filling the bushing? If no, you may be sucking air into the tank. The only other solution is to have a "flow" of water over the tubing as it exits the bushing to "blow" the bubbles off. You may need several water jets placed around the tube to do this. Hope that helps IP: Logged |
|
Tom C Moderator Posts: 502 |
Alan, If you email me a process schematic noting the problem points I can display it on the forum. This may help us to solve your problem. ------------------
Tom Cunningham
Extrusion Technical Services www.ExtrusionTechnicalServices.com IP: Logged |
|
alanv Senior Member Posts: 6 |
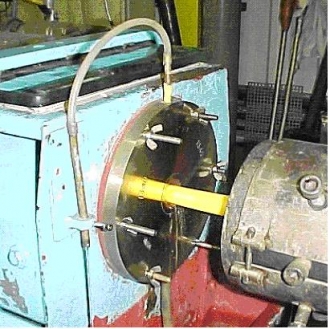
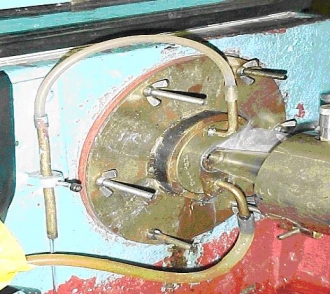
Hi guys, firstly a big thank you for your replies, secondly I shall try to elaborate on the problem. I am running HDPE (this is dried for a minimum of 4hrs in a heated hopper prior to extrusion). The material is extruded via the traditional Pin and Die with the Head temp at 205 deg C. The extrudate passes through a brass Sizing Die in a vacuum bath filled with water at approx 30 deg C. The vac bath is about 3m in length. The extrudate then passes into a cooling bath (approx 3m long). When viewing through the perspex lid of the vacuum tank it is possible to see a slight build up of bubbles on the brass sizing die, it is when these bubbles break away and attach to the extrudate that I get the surface fault that we classify as a "Water Mark". This is actually a slight void on the surface. My thoughts have centred around water and temps etc. although I cannot support these "feelings" with any evidence. The water to both baths originates from the same source and is currently recirculated through the system - could this recirculation be introducing excess air into the water?? I have three photographs that I shall try to forward showing the sizing die etc. Regards in anticipation Alan IP: Logged |
|
Tom C Moderator Posts: 502 |
Alan's Pictures; Sure looks like steam coming out of the sizer on the last picture. As far as the bubble buildup, try putting a surfactant in the water, soap or jet dry. ------------------
Tom Cunningham
Extrusion Technical Services www.ExtrusionTechnicalServices.com IP: Logged |
|
louis33 Senior Member Posts: 115 |
It is difficult to see from the pics if you have a side viewing window in your tank. If you do, can you see where the bubbles are sticking to the tube? The off gassing or steam that Tom mentions may be an indication of a leak ariound the front entrance into the tank, which would allow air to be sucked in. Bushing wear may be an issue, does your sizing bushing have a large size difference between the front and rear plates? PE should be straight forward, a slight water drip or ring around the entrance to the bushing for higher line speeds, the right bushing, seated in the tank in such a manner that air buibbles are not being sucked in around the seating area or the bushing/extrudate interface, and cooling lines placed to disrupt the sticking of the occasional bubble on the surface should be all you need.
IP: Logged |
|
alanv Senior Member Posts: 6 |
Once again I appreciate your advice on this one. You've both given some good points for me to investigate. I will check these out over the next week or so and will keep you posted with how I come on. Many thanks once again Alan V IP: Logged |
|
alanv Senior Member Posts: 6 |
Hi folks, looks as though the problems of air bubbles on the sizing die has been eradicated by replacing much of the rigid pipework that supplied the cooling water. Rigid pipework was almost 30metres long and included 13 90 degree elbows. I have relocated the cooling tanks nearer the extruder and used one length of flexible tube. I am guessing air may have been potentially drawn into the system via the numerous joints. I shall no doubt have more questions as I aim to improve the extrusion process. thanks again Alan V IP: Logged |

All times are ET (US) | next newest topic | next oldest topic |
  |
|
Contact Us | Feed Screw Designs
Powered by Infopop www.infopop.com © 2000
Ultimate Bulletin Board 5.45a